What is No Bake Molding?
No bake is a popular sand casting and molding process. A liquid chemical binder is mixed with sand, and the mixture hardens and cools at room temperature to create a finished casting. Because it is chemically bonded and then cooled at room temperature, unlike green sand castings, which generally is made with silica sand and water, it is known as ‘no bake.’
No Bake Process
In a no bake foundry system, sand is conveyed to the mold filling station to be prepped for filling the molds. Once at the filling station, a mixer is used to blend the sand and chemical binder together. This chemical binder typically contains bentonite, water, inert sludge, anthracite, and a small amount of various other minerals.
The sand and chemical binder mixture is then removed from the mixer and used to fill the mold’s cope and drag. The cope and drag are then compacted to form a strong, dense sand mold.
Then, the hollow mold cavity of the combined cope and drag are filled with liquid molten hot metal to create the metal part. The molten metal is left to cool inside the mold, solidifying it into the desired part.
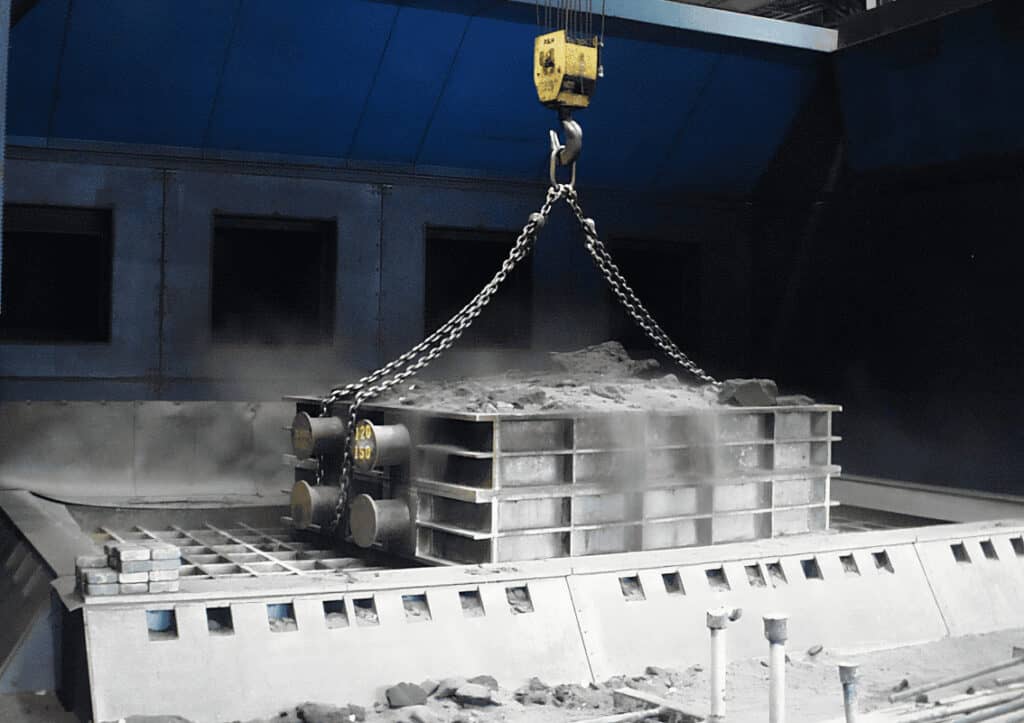
Once the metal is cooled, the mold is sent to the shakeout area to remove the molded sand mixture from the casted pattern. Special equipment, such as the VIBRA-DRUM®, breaks the sand molds off the pattern without damaging the casting within. Afterward, the sand broken off the molds is reclaimed and recycled for future use.
Once the castings are cleaned and the sand is reclaimed, the casting is sent to the final area for finishing. Thanks to the precise nature of no bake, not much finishing is needed for these castings, but it is sometimes done regardless to touch them up.
Advantages and Disadvantages of No Bake
Advantages
Many foundries choose no bake over green sand for various reasons, including:
- Better Dimensional Accuracy: It offers excellent size tolerances and dimensional consistency thanks to how ridgid the molds become when solidified.
- Detail: Because no bake has such good dimensional consistency, it excels at creating components that have a lot of complex, small details on them, similar to investment casting.
- Quality: Any casting requiring a specific level of quality is ideal for no bake molding.
- Surface Finish: The surface finish on no bake castings is excellent and often requires little to no finishing, depending on the item.
- Sizing: Green sand castings can’t make large objects, so no bake is perfect for larger objects. It is also more cost-efficient to make large castings using this method.
Disadvantages
Despite its many strengths, no bake castings can’t handle the heat when it comes to:
- Production Volume: Unlike green sand casting, no bake is unfit for high production volume jobs. Due to the slow curing time, mass production isn’t worth the investment.
- Cost-effectiveness: Tooling and materials are expensive, especially when getting started. Unless you know you’re going to be making large castings at a low or medium volume, green sand casting is the way to go.
Streamline Your No Bake Process with GK Systems
Are you looking to build a new foundry or upgrade your existing one? From conveying to shakeout, GK Systems has the perfect solution for your no bake foundry system. Contact us today, and we’ll help you build an efficient, profitable foundry system.